Innovation methodologies and Design Thinking as supporting instruments in the development of non-assembled products
Abstract
In a review and theoretical analysis, Quality Function Deployment, Design Thinking and complementary methodologies have been assessed as supporting instruments in the development of non-assembled products. The findings demonstrate that QFD and DT characteristics substantially differ and that DT lacks many aspects of importance for process-industrial application. However, the results show that the methodologies are complementary in use; thus, an in-depth knowledge of both methodologies could create a company competitive advantage in product innovation. Companies in the process industries are thus advised to use the results as a guiding framework for methodology selection and use in the different parts of the product innovation work process.
1 Introduction
Product innovation is of such strategic company importance today that it is usually managed as a formal work process (Melan, 1992), often in the form of a Stage-Gate decision model (Cooper, 2014; Cooper and Sommer, 2016) and sometimes within a business process management framework (Jeston and Nelis, 2018). Such a customized work process, adapted to company product-market conditions and driving innovation of new or improved products on the market, constitutes a dynamic capability in a company strategic perspective (Teece, 2009; Teece and Linden, 2017). However, research on product innovation in the process industries is scarce (Hirsch-Kreinsen, 2008, Lager and Bruch, 2021; Robertson et al., 2009), and little work addresses why, how, and when product innovation methodologies could be deployed as supporting instruments for an enhanced company work process. This study aims to close this gap by reviewing and theoretically analyzing the usability of methodologies as supporting instruments for the product innovation work process in the development of non-assembled products.
The “family” of process industries spans multiple industrial sectors—Mineral and Materials Industries, Mining and Metals Industries, Steel Industries, Petrochemical and Chemical Industries, Pulp and Paper Industries, Generic Pharmaceuticals, Food and Beverages Industries and Utilities (Lager, 2017b). The products supplied to and delivered by companies in the process industries are materials, instead of assembled products or single components as in other manufacturing industries (Storm et al., 2013). A formal definition of the construct “process industries” is given in Appendix A. A strong interrelationship between product and process innovation is often necessary for good innovation performance in the process industries (Lager, 2002; Lager and Hörte, 2005a; Lager and Hörte, 2005b), and new or improved product development actually involves the development of a new or improved production process (Etinne, 1981). Hullova et al. (2016) and Reichstein and Salter (2006), discussing the importance of the interrelationship between product and process development, suggested that they should be viewed as “siblings” rather than “distant cousins”. In the process industries, the environment for product pre-development activities and product design is a laboratory (Lager, 2000), rather than a design office as in other manufacturing industries, and development of prototypes is replaced by pilot planting when the production process is finalized and when test batches for customers are supplied (Lager, 2000; Pisano, 1996; Pisano, 1997). In consequence, the configuration of the product innovation work process must be adapted to inherent and contextual process-industrial conditions, and innovation best practices, tools, and supporting methodologies must in a similar vein be adapted to the development of non-assembled products.
Many best practices and methodologies for product innovation have demonstrated enhanced innovation performance in use (Graner and Missler-Behr, 2012; Lager, 2005a; Nijssen and Lieshout, 1995; Yeh et al., 2010). Even so, one should consider organizational solutions not only to foster sustainability (Day, 1993; Lager, 2017d) but to ensure that future critical sustainability needs can be met (Deleryd and Fundin, 2020; Hallencreutz et al., 2020). When a single methodology is assigned to “overall control”, this is called a “multimethodology” approach (Mingers and Brocklesby, 1997), and the further combination of methods into innovation methodologies for product innovation contributes to improved methodology use (Hidalgo and Albors, (2008). The product innovation methodologies of Quality Function Deployment (QFD) and “Design Thinking” (DT) were thus initially selected as “overall control” methodologies applicable to the total product innovation work process, whilst a number of complementary methodologies were selected in a multimethodology approach. Moura e Sá (2016) analyzes the core principles of those methodologies and concludes that many similarities exist. In this study, the comparative analysis of QFD and DT is extended to their use in product design for manufacturability and in the design of non-assembled products. Most importantly, the analysis of the two methodologies is conducted to assess their usefulness in different stages of the product innovation work process.
This exploratory study is part of a broader research initiative seeking an enhanced innovation work process for non-assembled products in the process industries (Lager and Simms, 2020), with the following general research question: What are the main building blocks, incorporated concepts and related constructs of a generic “structural process model” that can serve as a guiding template for company design or reconfiguration of a formal innovation work process adapted to process-industrial conditions in the development of new or improved non-assembled products? In light of the previously presented research problem, the specific research questions for this study are:
RQ1 What are the principal characteristics of the QFD methodology and the Design Thinking approach, as holistic management tools and supporting instruments for the innovation work process in the development of non-assembled products?
RQ2 What is the potential usefulness of alternative supporting and complementary product innovation methodologies during different phases of the product innovation work process for non-assembled products?
This article is organized as follows. In the next section, the process-industrial context is introduced, work process fundamentals are discussed, and afterwards the selected research design is presented. Thereafter, the discriminant validity of the individual characteristics of the QFD and DT methodologies is analyzed in light of the literature. These and a number of complementary methodologies are then reviewed and analyzed as supportive instruments for the innovation work process for non-assembled products. Finally, the results and theoretical contributions are discussed, and conclusions are presented along with directions for further research.
2 Frame of reference
2.1 Production system characteristics and product innovation in the “family” of process industries
Brown et al. (2005) note that “there is a need to view operations management as part of a fluid, interactive, mutually beneficial series of relationships between raw materials and the end customer.” Thus, the simplified structural model in Figure 1 illustrates the process-industrial material transformation system from supplied raw materials to finished products (Storm et al., 2013).
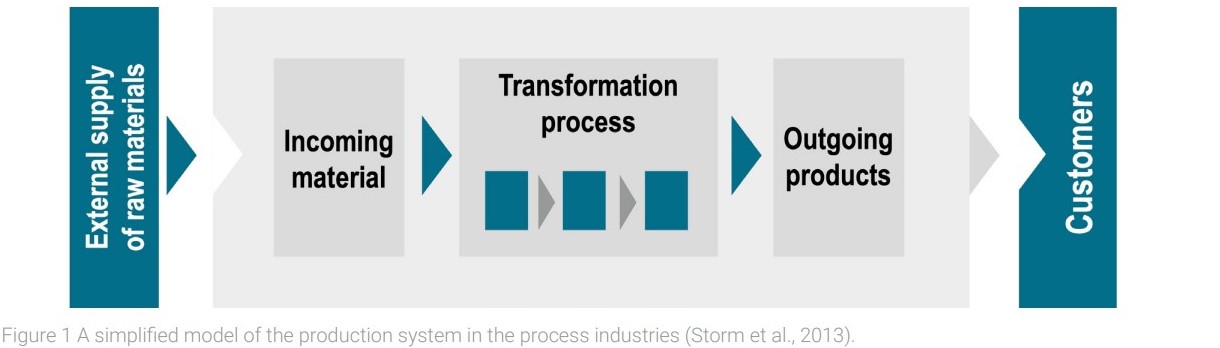
If a company in the process industries relies on captive raw-materials, there are few alternatives for the supply of incoming materials, which both determine the design of the production system and influence the quality of finished products (Samuelsson et al., 2016). The production process yield is generally related to raw material characteristics and is an important target figure in operations. With respect to material flow patterns and transformation characteristics, the raw material is “reconfigured” and product differentiation occurs as the material moves through the production system in the process industries (Burbidge, 1982; King, 2009), whilst in other manufacturing industries the materials remain essentially the same during the manufacturing process (Floyd, 2010). In other manufacturing industries, common practice is to produce a new product in a new production plant, whilst a new product in the process industries often must be integrated into an available production plant structure.
Products manufactured in the process industries are largely homogeneous entities, and the material complexity is often high even for seemingly simple products (Chronéer, 2005). Addressing scaling problems is an important development task as a new concept moves from laboratory to pilot plant to full-scale production. Pilot and demonstration plants thus bridge basic knowledge generation and industrial application (Frishammar et al., 2014), and the time frame from ideation to industrial implementation in production plants (Bergfors and Lager, 2011) is often 3–5 years (Warren et al., 2000); in Big Pharma, it is 5–10 years (Pisano, 1997). The reasons for this include both inherent difficulties in developing new products as such and strong customer risk-avoidance, which may necessitate time-consuming pilot plant testing and full-scale production trials (Tottie and Lager, 1995). Consequently, a product innovation work process for non-assembled products must not only be adapted to inherent process-industrial innovation and contextual idiosyncrasies but also consider the interdependencies between product innovation and related innovation of process technology.
2.2 Introducing the concept of formal work processes and a generic “structural process model” for the development of non-assembled products
A formal explanation of how work should be accomplished, clarifying ownership and process users, process input and output, decision structures and checklists, is usually called a “formal work process” (Andersen et al., 2008; Lager, 2010; Melan, 1992). Such processes help familiarize new employees with company best practices and enable seasoned practitioners to develop and accumulate new knowledge for enhanced work process execution. However, they are rarely designed to meet future company needs, because they have gradually emerged over longer periods with regards to circumstantial operational challenges (Hammer, 1990; Hammer, 2007). Cooper and Kleinschmidt (1986) conceptualized the Stage-Gate product innovation work process as a number of “stages” separated by “gates” as decision points, from idea to product launch. Further research by Cooper (1994) and other scholars (Bower and Keogh, 1996), suggests that such work processes should be more flexible and adaptable to different project characteristics (Cooper and Sommer, 2016). However, the Stage-Gate process can be regarded as a “de-facto decision model” for product development work processes, forming “a blueprint and conceptual map to move from idea to launch” (Cooper, 2008 p.214). While Cooper and Edgett (2012) demonstrated that an efficient Stage-Gate process drives business performance, the model has been criticized for its lack of iterative loops. In spite of doubts raised by Eisenhardt and Tabrizi (1995) with regard to the model’s inflexibility (Unger and Eppinger, 2009), a visual shared model of the product innovation work process must be acknowledged as a success factor in product development (Cooper, 1994; Cooper, 2012; Cooper and Kleinschmidt, 1993; Lee-Hansen and Ahmed-Kristensen, 2011; Unger and Eppinger, 2009).
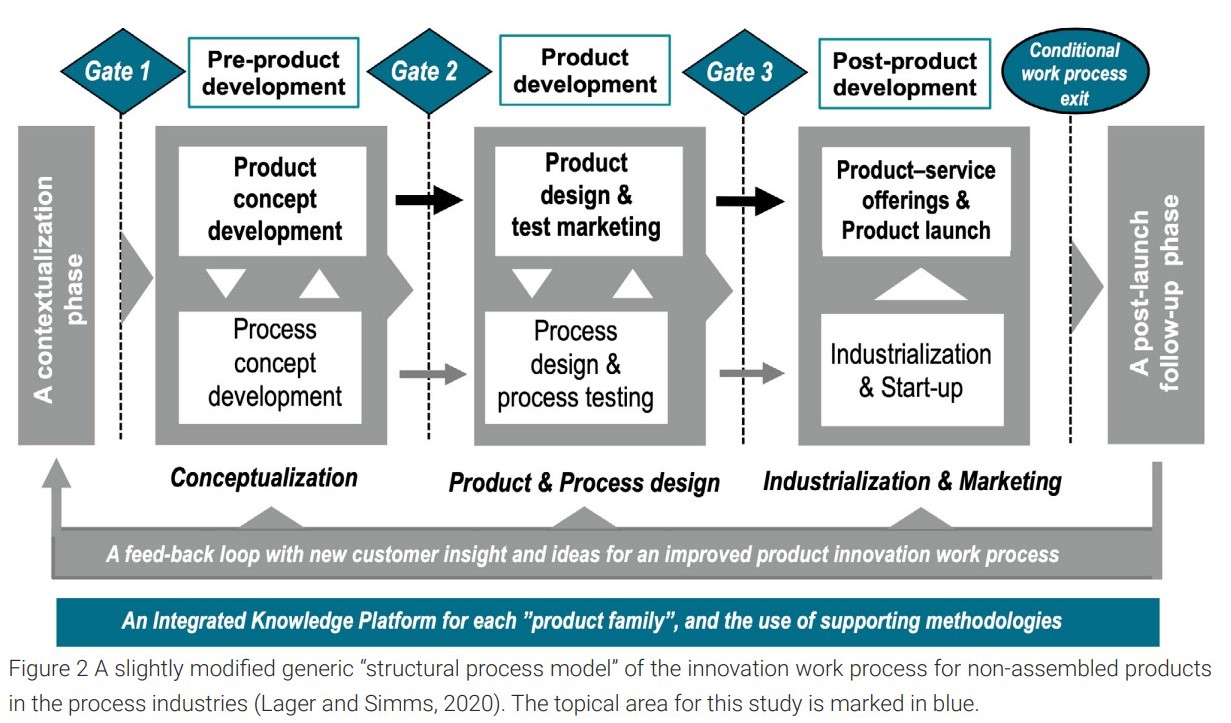
In a previous part of this research initiative, a theoretical model has been developed (Lager and Simms, 2020), adapted to process-industrial conditions, as a five-stage generic “structural process model” of the innovation work process for non-assembled products (see Figure 2). The model incorporates the three main building blocks, Pre-product development, Product development, and Post-product development, anteceded by a Contextualization phase and supplemented by a Post-launch follow-up phase. From early concept development during pre-product development to industrialization in post-product innovation, the integration of product innovation and process innovation is depicted in an iterative fashion. Consequently, the further development of a product concept into a final product design is thus actually the further development of an associated process concept into a final process design and production set-up. The use of alternative supporting methodologies is pinpointed in red in Figure 2, illustrating that the use of supporting methodologies could be considered not only during Pre-product development but throughout the total product innovation work process.
3 Research approach
3.1 General
According to Zahra and Newey (2009), theorization involves “a creative synthesis of existing theoretical insights by capitalizing on the intersection of two or more fields and/or disciplines”. In the process of theorizing in the specific process-industrial context for product innovation, knowledge from the areas of Innovation Management (IM), Business Process Management (BPM), and Total Quality Management (TQM) can be merged. Torraco (2005) notes that such theoretical integrative research “reviews, critiques, and synthetizes representative literature on a topic in an integrated way such that new frameworks and perspective on the topic are generated”. In the article “Theory Construction as Disciplined Imagination,” Weick (1989) further acknowledge that:
Theorists often write trivial theories because their process of theory construction is hemmed in by methodological strictures that favour validation rather than usefulness…. Theory cannot be improved until we improve the theorizing process, and we cannot improve the theorizing process until we describe it more self-consciously and decouple it from validation more deliberately.
The research approach in this study follows this advice in the analysis of methodology characteristics in the perspective of product innovation work process configuration.
3.2 The research process
In the frame of reference (see Section 2), the process-industrial context is initially introduced and discussed, and a generic “structural process model” is presented as a point of departure for the literature review of potential supporting methodologies in product innovation. Two overarching product innovation methodologies in use were identified: Quality Function Deployment (QFD) (Akao, 1990; Akao, 1997; Cohen, 1995, Lager, 2017d; Lager, 2019; Mizuno and Akao, 1994; Zairi and Youssef, 1995) and the more recent Design Thinking (DT) approach (Beckman and Barry, 2007; Carlgren et al., 2016; Dell’Era et al., 2020; Gruber et al., 2015; Micheli et al., 2019; Nakata, 2020; Owen, 1997; Sobel and Groeger, 2013; Uebernickel et al., 2020). These will be reviewed and discussed in-depth in Section 4. A number of characteristics related to QFD and DT were thus identified and related to the different parts of the product innovation work process presented in Figure 1. Care was taken to discuss, clarify and present each selected characteristic to avoid misconceptions and to facilitate their proper use in further research and in practical use by industry professionals. The QFD and DT methodologies were then reviewed and analysed regarding their applicability and usefulness as supporting instruments in the development of non-assembled products. The subject of “validity” is complex (Moore, 1991):
A variable is a valid measure of a property if it is relevant and appropriate as a representation of the property. Does the process measure what you want to do? To discuss the issue sensibly, we must ask validity for what purpose and validity for what population.
Discriminant validity (Persson, 1997) measures the difference between individual measures or properties—in this study, between the characteristics of QFD and DT. The discriminant validity of the individual characteristics of QFD and DT was thus examined and reviewed in light of the literature and of the rigor with which the characteristics are defined for each methodology. The results are presented in Section 4.3 in a “heat map” with selected supporting references. In the analysis, the methodology characteristics were presented for each methodology, and the methodological usability was further assessed in the context of a process-industrial work process context for product innovation. Thereafter, in a review of publications related to both methodologies, a number of complementary methodologies used in part or all of the product innovation work process were identified (Albors-Garrigos et al., 2018; American Supplier Institute, 1992; De Waal and Knott, 2013; Hidalgo and Albors, 2008); these are presented in Section 5.1. Referring to the introductory statements by Weick (1989) and Zahra and Newey (2009), the estimation of the validity of the individual characteristics was not based on a collection of new empirical evidence but solely on available information from the literature reviews.
4 A review and analysis of the applicability of QFD and Design Thinking as overarching methodologies in the development of non-assembled products in a process-industrial context
4.1 Quality Function Deployment (QFD)
QFD appears complicated at first glance, and technical personnel might tend to respectfully ignore it, but the data can be considered as an accumulation of the past that can be added toor improved with each new development cycle and therefore becomes an important asset to the company. Dir. Nakahita Sato, former Director of Toyota Auto Body (American Supplier Institute, 1989)
The Quality Function Deployment approach in product innovation originated in the early 1970s at Mitsubishi’s Kobe Shipyard and is today one of the most commonly used methodologies in product development (Akao, 1990; Mizuno and Akao, 1994). The methodological breakthrough is often ascribed to Toyota Auto Body when QFD was deployed to solve the problem of poorly designed cars. The methodology succeeded in generating exceptional outcomes in company product development (Akao, 2003), and its industrial usability has been demonstrated in many areas, including interfacing customers (Cristiano et al., 2001; Griffin, 1992; Martins and Aspinwall, 2001), interfacing production (Stitt and York, 1993), interfacing suppliers (Asari and Batoul, 1996), and as an instrument for integrating sustainability perspectives in product innovation (Puglieri et al., 2020; Rihar and Kusar, 2021).
4.1.1 The House of Quality
Common to all QFD systems is the House of Quality (HoQ) matrix (Hauser and Clausing, 1988). In the HoQ, the qualitative Customer Requirements WHATs are translated in the relationship room into measurable Design Requirements HOWs (Day, 1993). The Customer Requirements and their importance ratings and benchmarking are collectively called Voice of the Customer, which is often used as a stand-alone part of the QFD methodology (Cohen, 1995). In the HoQ, the metrics for measuring customer demands are developed, and then a technical benchmarking can be performed, and target values can be assigned (Lager, 2019). In the “roof” of the matrix, individual Design Requirements’ relationships and their “friendliness” or “hostility” toward each other can be assessed (Tottie and Lager, 1995). The selected Design Requirements can then be further progressed into the production process, in the use of different QFD systems.
However, if one tries to build a House of Quality on a full spectrum of Customer Requirements, one will soon discover that the corresponding number of Design Requirements will be huge. This will result in a matrix that will be too large and unmanageable, which is one serious complaint from practitioners using the QFD methodology. Because of that, it is highly advisable to start focusing QFD activities on the “core product” and select such requirements for the building of a House of Quality (Lager, 2019). Requirements related to “packaging”, “logistics (good material delivery)”, and “good service and support”, are certainly also important, and in interaction with B2B customers it is advisable to explain the initial focus on the “core product” in order to avoid an impression that other requirements will be ignored. Later on, and after the development of separate Voice of the Customer and/or a House of Quality, interactions between the different matrices can be achieved using the Correlation Matrices in a combined roof.
4.1.2 Phase progression
While seeking technical solutions is the major concern in product design, it is at the production stage that product costs are committed, product quality is determined, and lead times for product launch are set (Jiao and Simpson, 2007). Because of the previously noted strong relation between product functionalities and the production system in the process industries, it is thus essential for a QFD system to be able to translate and progress Product Design Requirements from the HoQ into the production process. Phase progression with the Multiple Progression QFD system (Lager, 2005b) can help to achieve this objective in a process-industrial context through the development and use of the Process Matrix and the associated Raw material Matrices. In the Process Matrix, measurable product attributes are related to the selected unit process configurations and associated process conditions for the production process (Tottie et al., 2016). In the production of new or improved products, the usability of the Process Matrix during production plant start-ups has also been proven (Scheurell, 1993). In reference to Figure 1, the QFD methodology can be deployed in the pre-product development phase, the product development phase, the post-product development phase, and the subsequent marketing and sales of new products (Lager, 2019). This is a significant aspect of the use of the QFD methodology, since product innovation projects are often delayed because of production start-up problems. However, the Process Matrix can be used not only at the production planning stage but also as a facilitating tool in training plant operators in advance of plant start-ups (Scheurell, 1992).
4.1.3 Process-industrial QFD experiences
Even if the QFD references often are somewhat old, since they report from early trials when the methodology was introduced in industry, lessons learned remain valid useful for industry practitioners. Experiences from use in the Mineral and Metal Industries are generally positive (Mongeon, 1996), and it is demonstrated that in B2B relations the “customer” is in reality the customer’s production process (Tottie and Lager 1995; Tottie et al., 2016). In the use of QFD in the Food and Beverage Industries (Lager and Kjell, 2007; Viaene and Januszewska, 1999) the importance of phase progression is recognized. The early QFD experiences from the use in the Japanese Chemical industries (Nippon Zeon and Nippon Carbon) underscores the importance of the development and use of the correlation matrix. A series of articles from the Canadian Forest Industries (Hanson, 1993; Scheurell, 1992; Scheurell, 1994; Stitt and York, 1993) illustrate the usability of the methodology in many applications, such as new products and processes, new products with existing processes, product and process improvements and cost programmes.
4.2 Design Thinking (DT)
Design Thinking (DT), or “design-led innovation”, is a rather recent approach in product innovation. However, referring to the notion of open innovation as “old wines in new bottles” (Trott and Hartman, 2009), industrial design as a discipline which recommends an early integration of product “form” and “functionality” and disregards design as only a final cosmetic layer is nothing new in product development. Thus, DT involves borrowing designers’ tools to develop a deeper understanding of customers’ needs (Liedtka and Ogilvie, 2012).
Gruber et al. (2015) define DT as a human-centered approach to innovation that puts the observation and discovery of often highly nuanced, even tacit, human needs right at the forefront of the innovation process. They further advocate that to get value of a more “designerly” approach, a company must consider not just the technological system constraints but also the sociocultural context. They propose the following Design Principles: (1) Identify real and compelling needs; (2) Focus on value and values; (3) Design the employee experiences, not just workflow and tools; (4) Collaboration, co-creation, co-production; (5) Sensory and emotional engagement; and (6) Creating a narrative.
Charles Owen (1997) advocates that conventional development must be supplanted by a greater focus on “details” (better user functionality and symbols) and by better “concepts” and “product integrity” related to corporate identity and branding. He advocates for less focus on “how to make the product” instead of “what to make”. Finally, he argues that: “From the design perspective, quality as craftsmanship is achieved through attention to issues of engineering design for manufacturing”, an opinion rarely expressed in DT-related publications. Too much focus on customers and end-users diverts attention from other stakeholders that sell, transport, maintain, repair and retire the product (Owen, 1997).
One important lesson from a more “design-oriented approach” is that, to build design capabilities, companies must pay more attention to stakeholders’ use of potentially new products. Beckman and Berry (2007 p. 32) articulate this as follows:
At the heart of good observation are activities that provide the designer or innovator an opportunity to understand how his or her product or service is being used, and how its benefits are derived in the context of use. …To elicit these stories, the observer must be naïve, ask probing questions, and strive to understand WHY.
Beckman and Berry (2007 p.41) further argue that a new product concept also should include “product value propositions”: A value proposition in the practitioner process is defined as a description of the tangible benefits customers will derive from using a product or service. As such, the value proposition is distinct from the set of features or capabilities the product or service must have to deliver those benefits.
Reviewing Beckman and Barry’s (2007) recommendations and considering how they could be methodologically operationalized demonstrates the importance of improving pre-development innovation activities. DT focuses on “product creation” in a broad context and team functioning. As such, Uebernickel et al. (2020 p. 18) stress the importance of empathy; team autonomy; failing forward, often, and early; team members’ multi-disciplinarity and diverse educational backgrounds; and a T-shaped profile of team members, drawing knowledge from an expert domain and connections with other domains (Uebernickel et al., 2020 p. 56). DT is today also deployed in a wider context to foster, for example, sustainability-oriented innovation development (Buhl et al., 2019).
4.3 QFD and DT characteristics in the context of non-assembled product development
4.3.1 QFD and DT’s similarities in product innovation
Development of Customer Requirements (WHATs) in the Voice of the Customer corresponds to articulating “product value propositions” in design-led innovation, while development of the Design Requirements (HOWs) in a HoQ corresponds to translating value propositions into “product features” (Beckman and Berry, (2007). Further, probing into the deeper underlying value propositions by asking “why” is the classic recommendation to QFD users when the customers focus to much on the Design Requirements. The fuzzy front end (FFE) of product development was introduced (Smith and Reinertsen, 1991) as the first stage of the New Product Development (NPD) process, covering the period from idea generation to approval to the next stage of product development. Cooper and Kleinschmidt (1995) discovered that: “The greatest differences between winners and losers were found in the quality of pre-development activities”. Verworn et al. (2008) articulated their research results as follows:
Although customer requirements were fairly well known at the end of the fuzzy front end phase, product specifications – exactly what the product should look like – were not as clearly understood. This was even more the case for radical new product development projects. There seems to be a lack of communication between marketing and technical functions or the customer requirements were not translated into technical language.
However, the traditional use of the HoQ for such a translation was not recognized. Herstatt et al. (2004), compared front-end activities of Japanese and German companies and find that Japanese companies rely on more formal approaches to reduce uncertainty during the FFE. In a follow-up study, Herstatt et al. (2006) conclude that:
To know customer requirements is not sufficient in itself; the gathered information has to be translated into technical specifications and integrated into the product concept; both of these activities were more often carried out by successful companies than unsuccessful companies.
Reid and de Brentani (2004), examining the FFE of discontinuous innovation improvements, recommend that: “Management should provide a managed decision support system for codifying tacit knowledge specifically designed to support movement of information through the FFE”. The matrix approach in the use of the QFD system has proven to be an excellent instrument for capturing tacit knowledge (Tottie et al., 2016). In conclusion, several similarities exist between the QFD and DT methodologies, but similar aspects are often disguised in the use of different constructs and wordings. Moreover, previous research on general product innovation supports the use of QFD and DT for translating qualitative customer demands into more measurable product specifications.
4.3.2 The discriminant validity of QFD and DT in the development of non-assembled products
Table 1 presents the methodology characteristics related to the different product innovation work process phases. A number of characteristics of the individual QFD and DT methodologies are illustrated and assessed in a heat map, with selected supporting references.
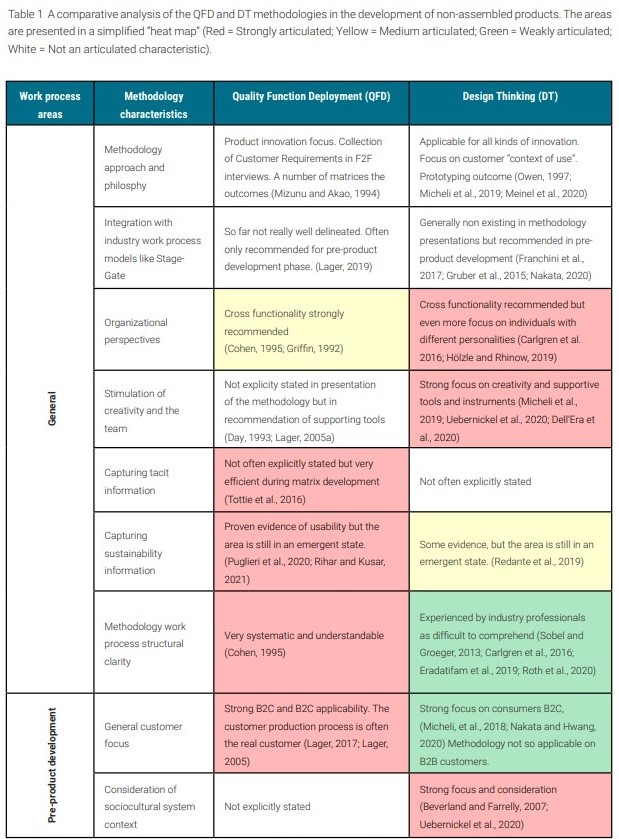
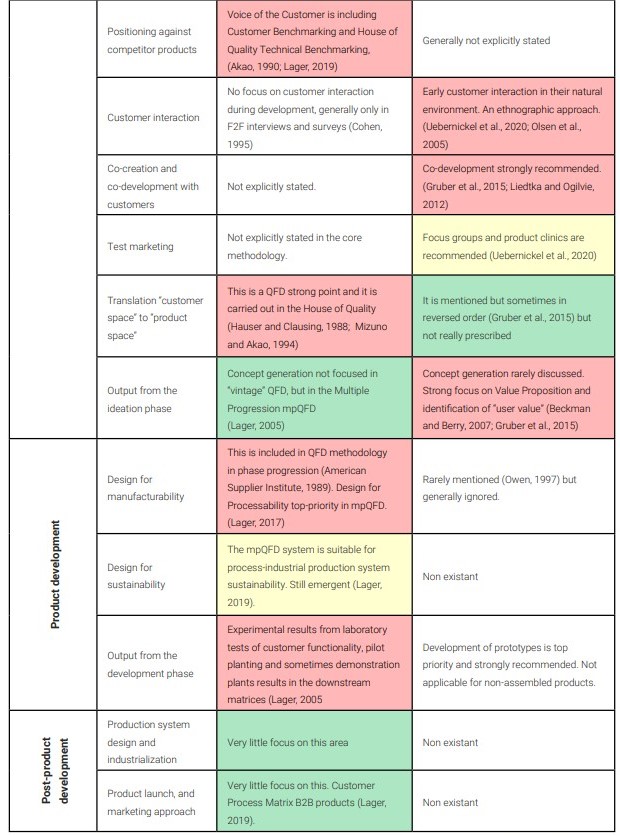
The overall impression from the above “heat map” is that red areas in one methodology often correspond to white or green areas in the other, indicating more of a complementary relationship than a methodological similarity, especially during the Pre-product development phase. Even if the methodologies in some areas overlap, reflecting a methodological similarity (same color), the overall conclusion is that QFD and DT methodologies are not “two sides of the same coin”, and the results thus support a second article and a revised perspective by Muora e Sá (2018). Both methodologies adhere to a general and strong customer-oriented product innovation philosophy during pre-product development, but the individual approaches are somewhat different. While the QFD methodology’s strong points are process clarity and the translation of the “customer space” into a “product space”, DT focuses more on creativity tools, early customer interaction and co-development in the context of customer “product-in-use”. With regard to product design team autonomy and a proper balance of “formality” and “freedom” in innovation, DT generally favors the latter; consequently, it is sometimes experienced as diffuse by industry professionals (Nakata, 2020 p. 771). In the Product-development and Post-product development phases, the overall weakness of DT is the lack of product “producibility” aspects. In the design of non-assembled products, DT’s focus on prototyping is a major disadvantage in process-industrial use; on the other hand, design for processability is well-addressed in the Multiple Progression QFD system adapted to process-industrial conditions (Lager, 2005b). The two corresponding white areas related to product innovation’s “work-process integration” highlight a general weakness of both methodologies—an issue underscored by the lack of work process clarity for DT. In conclusion, the two methodologies are different but should be regarded as complementary, and in-depth company knowledge of both could thus create a competitive advantage in company product innovation of non-assembled products.
5 A review and analysis of complementary methodologies as supporting instruments for the innovation work process for non-assembled products
Apart from the QFD and DT product innovation methodologies, a number of methodologies can be used alone or as complementary methodologies in different parts of a product innovation work process. The selected methodologies to be used in this study should not be regarded as a complete list of possible alternatives; rather, the selection is based on which methodologies are most often discussed in relation to QFD and DT use.
5.1 A review of complementary methodologies to QFD and DT
This section is a brief overview of the methodologies and their tentative positioning in relation to the work process introduced in Figure 2.
5.1.1 Kano’s theory of attractive quality
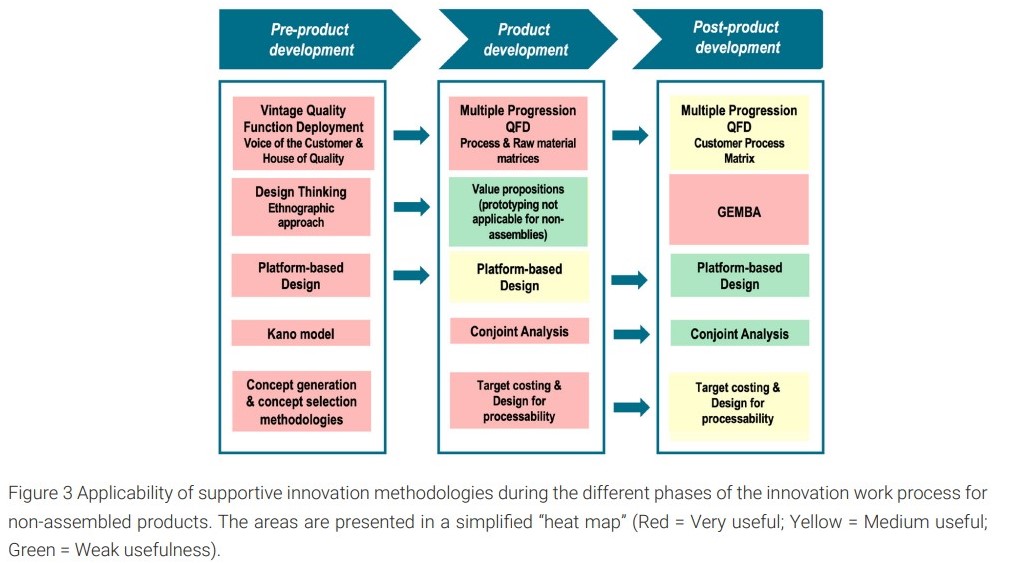
The simplified and extended version of Kano’s theory of attractive quality (usually referred to as the Kano model) is used today as one of many market research methodologies, and there are numerous publications supporting its usefulness in product innovation (Witell et al., 2013). In customer interviews, the customers usually only articulate the requirements that Professor Kano termed Performance Quality Requirements but not their Basic Quality Requirements and certainly not their Attractive Quality Requirements (sometimes called “WOWs”). The Kano model uses the two dimensions Customer satisfaction and Degree of achievement (Kano, 2001; Kano et al., 1984). In a normal interview situation, customers usually focus on and only articulate Performance quality, and the relationship can generally be simplified as a straight line. The more Customer Requirements are satisfied by the product, the more satisfied the customer will be. The customer does not usually even consider the requirements of a Basic quality nature, a fact which is important for product developers to remember since such requirements often must be generated internally in the R&D department. If Basic quality requirements are not satisfied, the customer will generally be truly dissatisfied. Excitement quality customer requirements are normally requirements that are totally new and of a kind that customers do not (yet) expect to find in products (Lager, 2019). The Kano model is sometimes integrated or used in combination with the QFD methodology (Matzler and Hinterhuber, 1998; Tan and Shen, 2000), but generally only in the earliest part of the product innovation work process (see Figure 3).
5.1.2 Conjoint analysis
If all customer requirements are satisfied, the product price will often be too high for most customers; thus, the “perfect” product is often a compromise. Conjoint (“consider jointly”) analysis is a survey-based statistical technique in market research that determines how customers value different product attributes that together make up an individual product or service (Green et al., 2001). A major assumption in conjoint analysis is that products are decomposable into separate attributes, constituting a bundle of attributes (Gustafsson, 1996). The objective is to determine what combination of a limited number of attributes is most influential on respondent choice or decision making. A number of potential products are presented to survey respondents, and, by analyzing how they make choices between these products, the implicit valuation of the individual elements making up the product can be determined. The findings of Silayoi and Speece (2007) in a conjoint analysis show, for example, that packaging design plays the most important role overall in consumers’ likelihood to buy. Because of the limited number of product attributes that can be used in conjoint analysis, it is recommended to use this methodology as a second step after the use of the QFD methodology and the collection of the large number of customer requirements (Katz, 2004) (Figure 3).
5.1.3 Concept generation and concept selection
The importance of development of concepts in product design was identified by Stuart Pugh (1981), who proposed a process for minimizing conceptual vulnerability. In the management of “product definitions”, a similar construct, Bacon et al. (1994) suggested that a robust product definition should include: target market segments and related channels; product price, functionality and features; and allocation of resources to complete product development. Detailed product specifications were not deemed necessary, but the need for a further “management of product definition change” was stressed. Burchill and Fine (1997) proposed that concept development should rest on the use of the House of Quality in the QFD methodology and transfer from this “requirement space” into an “idea or solution space”; then, from a number of concepts, the use of the Pugh selection process was recommended.
In a review of alternative concept-developing methods, denominating concept selection as the “Rubicon in the design process”, King and Sivaloganathan (1999) concluded that the QFD methodology combined with the Pugh selection system was preferable. In a study of “concept shifting” in radical product innovation (Seidel, 2007), it was concluded that focus on front-end concept generation practices may not be sufficient. Later changes are likely to be important, and maintaining dual concepts was also recommended. The concept development process begins with a number of divergent ideas that must pass thorough a convex lens that converges the large number of ideas into the selected concept. Since it is too expensive to keep all options open and try everything, developing just one “best concept” (the common managerial practice) leaves a lot of money on the table if the customer is not interested in that masterpiece (Liedtka and Ogilvie, 2012); thus, multiple concept development is recommended. In conclusion, the use of concept development and selection methodologies primarily occurs in the first phase of the product innovation work process but may also be of importance during the second phase (see Figure 3).
5.1.4 Target costing and design for manufacturability
Subtracting the product’s profit margin from expected selling price will secure that products are profitable when launched (Cooper and Slagmulder, 1997): By setting target costs based on market-driven selling prices, target costing transmits the cost pressure that is placed on the firm by the marketplace to everyone involved in the design process. Through this pressure, target costing focuses the creativity of the firm’s designers on developing products that satisfy customers and that can be manufactured at their target costs. Ease of manufacturing of new or improved products is nothing new in other manufacturing industries, and for decades the mantra of “design for manufacturability” has been well recognized and acknowledged in industrial life (Boothroyd et al., 1994). Product developers of excellence today certainly acknowledge the need to manufacture products in cost-efficient production processes in the process industries (Monden, 2000), but they usually do not recognize the importance of a very early integration between the work process for the development of new or improved products and the development of related and necessary new or improved production process technology. In the process industries, design for processability is of even higher importance because of the product properties’ integration with production process configurations (Lager et al., 2017); see further Figure 2. Even if preliminary cost estimates must be made during the early conceptualization phase, target costing is usually used in the product development phase (see Figure 3).
5.1.5 Platform-based design of non-assembled products
A product platform can be defined as a set of subsystems and interfaces that form a common structure from which a stream of related products can be developed and produced efficiently (Meyer and Lehnerd, 1997); the leading principle is to balance the commonality potential and differentiation needs within a product family (Halman et al., 2003). The necessity for companies in manufacturing industries to use a platform philosophy related to product variety needs has been well advocated (Jiao and Simpson, 2007). Suh (2001) conveyed the important message that a product platform must be well integrated with process and supply platforms. However, since the above platform concept for assembled products cannot be applied to non-assembled products, a different conceptual framework for platform-based design of non-assembled products has been proposed by Lager (2017c). The applicability of the new framework was investigated in a survey in the Nordic process industries (Samuelsson and Lager, 2019), which suggested that it could be deployed in the design of non-assembled products and as an instrument in an assessment of corporate strategic production capabilities.
5.1.6 GEMBA
In an attempt to develop a more in-depth understanding of a customer’s use of a product, it can be advantageous to investigate their behavior in their use of a product in its natural environment. Some organizations require design teams to work in customers’ organizations for a considerable period to pursue this ethnographic approach, sometimes called “walking in the customer’s shoes” (Terninko, 1997). In Japanese, this approach is called “GEMBA”, and the methodology focuses on a thorough understanding of the customer and the customer’s behavior together with the product in his specific context. However, the collection of sound demographic data on the users is always a necessity. A product developer can thus spend several months “going native” with the user in order to experience how the customer utilizes the product. Product developers of products for industrial B2B customers may thus work together with the customers in their production plants in order to experience how the product is used in the customer’s production process (Lager, 2019). The GEMBA methodology is often used in later phases of product innovation but could certainly be of interest as a tool for understanding B2C and B2B customer requirements.
5.2 The usefulness of supportive innovation methodologies during the different phases of the product innovation work process for non-assembled products
In Figure 3, the conclusions from the previous review of QFD, DT, and complementary methodologies have been translated into a heat map, and the methodologies have been tentatively positioned in the perspective of the product innovation work process presented in Figure 2. It is acknowledged in Figure 3 that both the QFD methodology and Platform-based Design are applicable throughout the total work process in the development of non-assembled products. On the other hand, the Kano model and Design Thinking are primarily tools for the pre-development phase, while the GEMBA method is more to be regarded as a tool for manufacturing excellence.
6 Conclusions, research contribution and future research
Based on a literature review of QFD, Design Thinking, and complementary methodologies for product innovation, the potential usability of methodologies in different parts of the product innovation work process for non-assembled products has been theoretically assessed. In reference to RQ1, the results from the theoretical analysis of QFD and DT characteristics affirm that the two methodologies should be regarded and deployed as different but complementary. However, DT lacks aspects like adaptability to B2B customers in a process-industrial context and experimental and pilot planting development, and it also displays a low connectivity to the production process, making it less usable as an overarching methodology in the development of non-assembled products. Thus, it is advisable to use DT as a complementary methodology, supporting inclusion of creative personalities and co-development and establishing a broader perspective on sociocultural aspects. The QFD methodology could consequently take a more holistic management perspective in product innovation of non-assembled products, while DT and other complementary methodologies could be used in the different parts of the product innovation work process in a multimethodological perspective.
Referring to RQ2, based on the review and analysis of selected complementary methodologies in the perspective of the work process for non-assembled products, the applicability of the different methodologies differs for different parts of the product innovation work process. Corley and Goya (2011) propose two utility dimensions for a theoretical contribution of research findings: practical utility and scientific utility. Regarding practical utility and management implications, the findings from this study suggest that in the development of non-assembled products in the process industries, the QFD methodology can be deployed as a holistic management and supporting instrument. It is thus further advised that the DT approach together with the presented methodologies should be considered as complementary methodologies, contingent on company innovation culture and its unique operational and product-market conditions.
The major theoretical contribution of this study is the assessment of QFD and DT characteristics related to the product innovation work process for non-assembled products. While this study focuses on supporting methodologies for the development of non-assembled products, the research results could also be of interest for companies in other manufacturing industries, since several of the presented methodologies are not context-specific. However, the indicative theoretical findings should be further empirically tested, focusing on methodology usability in different stages of the product innovation work process and how supporting methodologies could be integrated. In a movement towards societal satisfaction (Deleryd and Fundin, 2020), QFD and DT as complementary tools could be one approach to develop both effectiveness and efficiency. Process industries with challenging sustainability targets aiming for operations with a balance of economic, social, and ecologic sustainability requirements will require better integration of available concepts as a means to not only fulfill but also surpass expectations of customers and stakeholders according to Kano’s theory of attractive quality (Kano et al.,1984; Kano, 2001), still valid after almost 40 years of deployment. With today’s broader stakeholder perspective (Hallencreutz et al., 2020), future research also has an interest in how the increasing numbers of stakeholders could be adapted into present methodologies.
References
Akao, Y., (ed.) (1990): Quality Function Deployment: Integrating Customer Requirements into Product Design, Cambridge: Productivity Press.
Akao, Y., (1997): QFD: Past, present, and future. In: Gustafsson, A., Bergman, B. and Ekdahl, F. (eds.) Proceeedings of the Third International QFD Symposium. Linköping.
Akao, Y., (2003): The leading edge in QFD: past, present and future. International Journal of Quality & Reliability Management, 20, pp. 20-35.
Albors-Garrigos, J., Igartua, J. I. and Peiro, A., (2018): Innovation Management techniques and tools: its impact on firm innovation performance. International Journal of Innovation Management, 22.
American Supplier Institute, (1989): Quality Function Deployment – Three Day Workshop. Dearborn: American Supplier Institute Inc.
American Supplier Institute, (1992): QFD – Kundorienterad produktutveckling hårdvara & process. Dearborn: American Supplier Institute Inc.
Andersen, B., Fagerhaug, T., Henriksen, B. and Onsoyen, L. E., (2008): Mapping Work Processes, Milwakee, American Society for Quality; Quality Press.
Asari, A. and Batoul, M., (1996): Quality Function Deployment: The role of the suppliers. International Journal of Purchasing and Materials Management, Fall, pp. 27-35.
Bacon, G., Beckman, S. L., Mowery, D. and Wilson, E., (1994): Managing Product Definition in High-Technology Industries: A Pilot Study. California Management Review, Spring, pp. 32-56.
Beckman, S. L. and Barry, M., (2007): Innovation as a learning process: Embedding Design Thinking. California Management Review, 50, pp. 25-56.
Bergfors, M. and Lager, T., (2011): Innovation of process technology: Exploring determinants for organizational design. International Journal of Innovation Management, 15, pp. 1-28.
Beverland, M. B. and Farrelly, F. J., (2007): What does it mean to be design-led? Design Management Review, Fall, pp. 10-16.
Boothroyd, G., Dewhurst, P. and Knight, W., (1994): Product Design for Manufacture and Assembly, New York, Marcel Dekker Inc.
Bower, D. J. and Keogh, W., (1996): Changing patterns of innovation in a process-dominated industry. International Journal of Technology Management, 12, pp. 209-220.
Brown, S., Lamming, R., Bessant, J. and Jones, P., (2005): Strategic Operations Management, New York, Elsevier.
Buhl, A., Schmidt-Keilich, M., Muster, V., Blazejewski, S., Schrader, U., Harrach, C., Schäfer, M. and Süssbauer, E., (2019): Design thinking for sustainability: Why and how deign thinking can foster sustainability-oriented innovation development. Journal of Cleaner Production, 231, pp. 1248-1257.
Burbidge, J. L., (1982): The simplification of material flow systems. International Journal of Production Research, 20, pp. 339-347.
Burchill, G. and Fine, C. H., (1997): Time versus market orientation in product concept development: Empirically-Based theory generetion. Management Science, 43, pp. 465-478.
Carlgren, L., Elmquist, M. and Rauth, I, (2016): The Challanges of Using Design Thinking in Industry- Experiences from Five Large Firms. Creativity and Innovation Management, 25, pp. 344-362.
Chronéer, D., (2005): Product Development in Process Industry- Changes and Consequences. PhD, Luleå University of Technology.
Cohen, L., (1995): Quality Function Deployment – How to Make QFD Work for You, Reading, Addison-Wesley Publishing Company.
Cooper, R., (2008): Perspective: The Stage-Gates Idea -to Launch Process – Update, What’s New, and NexGen. Systems Journal of Product Innovation Management, 25, pp. 213-232.
Cooper, R., (2014): What’s Next? After Stage-Gate Research. Technology Management, 57(1) pp. 20-31.
Cooper, R. and Slagmulder, R., (1997): Target Costing and Value Engineering, Portland, Oregan, Productivity Press.
Cooper, R. G.. (1994: Perspective. Third-generation new product processes. Journal of Product Innovation Management, 11, pp. 3-14.
Cooper, R. G., (2012): Best Practices in the Idea-to-Launch Process and Its Governance. Research-Technology Management, March-April, 55(2) pp. 43-54.
Cooper, R. G. and Edgett, S. J., (2012): Best Practices in the Idea-to-Launch Process and its Governance. Research-Technology Management, 55, pp. 43-54.
Cooper, R. G. and Kleinschmidt, E. J., (1986): An investigation into the new product process: steps, deficiencies and impact. Journal of Product Innovation Management, 3, pp. 71-85.
Cooper, R. G. and Kleinschmidt, E. J., (1993): Screening New Products for Potential Winners. Long Range Planning, 26, pp. 74-81.
Cooper, R. G. and Kleinschmidt, E. J., (1995): Benchmarking the firm’s critical success factors in new product development. Journal of Product Innovation Mangement, 12, pp.374-391.
Cooper, R. G. and Sommer, A. F., (2016): The Agile-Stage-Gate Hybrid Model; A Promising New Approach and a New Research Opportunity. J PROD INNOV MANAG, 33, pp. 513-526.
Corley, K. G. and Gioia, D. A., (2011): Building theory about theory building: What constitutes a theoretical contribution. Academy of Management Review, 36, pp. 12-32.
Cristiano, J. J., Liker, J. K. and White, C. C., (2001): Key Factors in the Successful Application of Quality Function Deployment (QFD). IEEE Transaction on Engineering Management, 48, pp. 81-95.
Day, R. G., (1993): Quality Function Deployment – Linking a Company with Its Customers, Milwaukee, ASQ Quality Press.
De Waal, G. A. and Knott, P., (2013): Innovation tool adoption and adaption in small technology-based firms. International Journal of Innovation Management, 17.
Deleryd, M. and Fundin, A., (2020): Towards societal satisfaction in a fifth generation of quality – the sustainability model. Total Quality Management & Business Excellence, pp. 1-17.
Dell’Era, C., Magistretti, S., Cautela, C., Roberto, V. and Zurlo, F., (2020): Four kinds of design thinking: From ideating to making. engaging and criticzing. Creativity and Innovation Management, 29, pp. 324-344.
Eisehardt, K. M. and Tabrizi, B. N., (1995): Accelerating adaptive processes: Product innovation in the global computer industry. Administrative Science Quarterly, 40, pp. 84-110.
Eradatifam, M., Heydarabadi, S. and Shahbazi, A., (2019): The impact of design thinking on innovation. Journal of design thinking.
Etinne, C. E., (1981): Interactions between Product R&D and Process Technology. Research Management, January, pp. 22-27.
Floyd, R. C., (2010): Liquid Lean: Developing Lean Culture in the Process Industries, New York, Productivity Press.
Franchini, G., Dosi, C. and Vignoli, M., (2017): The coexistence of design thinking and stage and gate in the same organisational context-Challanges and need for integration. 21st International Conference on Engineering Design, ICED 17. Vancouver, Canada: Design Process-Design Organisation and Management.
Frishammar, J., Söderholm, P., Bäckström, K., Hellsmark, H. and Ylinenpää, H., (2014): The role of pilot and demonstration plants in technological development: synthesis and directions for future research. Technology Analysis & Strategic Management, 27, pp. 1-19.
Graner, M. and Missler-Behr, M., (2012): The use of methods in new product dvelopment-a review of emperical literature. Internatiional Journal of Product Development, 16, pp. 158-184.
Green, P. E., Krieger, A. M. and Wind, Y., (2001): Thirty years of Conjoint Analysis: Reflections and Prospects. INTERFACES, 31, May-June, pp. 56-73.
Griffin, A.,(1992): Evaluating QFD’s Use in US Firms as a Process. Journal of Product Innovation Management, 9, pp. 171-187.
Gruber, M., De Leon, N., George, G. and Thompson, P., (2015): Managing by Design. Academy of Management Journal, 58, pp. 1-7.
Gustafsson, A., (1996): Customer Focused Product Development by Conjoint Analysis and QFD. Doctoral, Linköping University.
Hallencreutz, J., Deleryd, M. and Fundin, A., (2020): Decoding sustainable success. Total Quality Management & Business Excellence, pp. 1-11.
Halman, J. I., Hofer, A. P. and Van Vuuren, W., (2003): Platform-Driven Development of Product Families: Linking Theory with Practice. Journal of Product Innovation Management, 20, pp. 149-162.
Hammer, M., (1990): Reengineering Work: Don´t Automate, Obliterate. Harvard Business Review, July-August, pp. 2-8.
Hammer, M., (2007): The Process Audit. Harvard Business Review, April, pp. 1-14.
Hanson, D., (1993): Quality Function Deployment for Product and Service Improvement. Transactions from the Fifth Symposium on Quality Function Deployment. Novi: QFD Institute.
Hauser, J. R. and Clausing, D., (1988): The House of Quality. Harvard Business Review, May-June, pp. 63-73.
Herstatt, C. and Stockenström, C., (2006): “Fuzzy Front End” practices in innovating Japanese companies. International Journal of Innovation and Technology Management, 3, pp. 43-60.
Herstatt, C., Verworn, B. and Nagahira, A., (2004): Reducing project related uncertainty in the “fuzzy front end” of innovation. International Journal of Product Development, 1, pp. 43-65.
Hidalgo, A. and Albors, J., (2008): Innovation management techniques and tools: a review from theory and practice. R&D Management, 38, pp. 113-127.
Hirsch-Kreinsen, H., (2008): “Low-Tech” Innovations. Industry and Innovation, 15, pp. 19-43.
Hullova, D., Trott, P. and Simms, C. D., (2016): Uncovering the reciprocal complementarity between product and process innovation. Research Policy, 45, pp. 929-940.
Hölzle, K. and Rhinow, H., (2019): The Dilemma of Design Thinking in Innovation Projects. Project Management Journal, 50, pp. 418-430.
Jeston, J. and Nelis, J., (2018): Business Process Management: Practical guidelines to successful implementation, New York, Routledge.
Jiao, J. R. and Simpson, T. W., (2007): Product family design and platform-based product development: a state-of-the-art review. Journal of Intelligent Manufacturing, 18, pp. 5-29.
Kano, N. Life cycle and creation of attractive quality. In: J, D. J. & PARK, D. S. M., eds. Quality Management and Organisational Development (QMOD) 2001 University of Linköping.
Kano, N., Seraku, N. and Takahashi, S., (1984): Attractive quality and must-be quality. Hinshitsu, 14, pp. 39-48 (in Japanese).
Katz, G. M., (2004): PRACTITIONER NOTE: A response to Pullman et al.’s (2002) Comparison of Quality Function Deployment versus Conjoint Analysis. J PROD INNOV MANAG, 21, pp. 61-63.
King, A. M. and Sivaloganathan, S., (1999): Developing a methodology for concept selection in flexible design strategies. Journal of Engineering Design, 10, pp. 329-349.
King, P. L., (2009): Lean for the Process Industries: Dealing with complexity, New York, Productivity Press.
Lager, T., (2000): A new conceptual model for the development of process technology in Process Industry. International Journal of Innovation Management, 4, pp. 319-346.
Lager, T., (2002): Product and process development intensity in Process Industry: A conceptual and empirical analysis of the allocation of company resources for the development of process technology. International Journal of Innovation Management, 4, pp. 105-130.
Lager, T., (2005a): The industrial usability of quality function deployment: a literature review and synthesis on a meta-level. R&D Management, 35, pp. 409-426.
Lager, T., (2005b): Multiple Progression – A Proposed New System for the Application of Quality Function Deployment in Process Industry. International Journal of Innovation Management, 9, pp. 311-341.
Lager, T., (2010): Managing Process Innovation – From idea generation to implementation, London, Imperial College Press.
Lager, T., (2017a): A conceptual analysis of conditions for innovation in the process industries and a guiding framework for industry collaboration and further research. International Journal of Technological Learning, Innovation and Development, 9, pp. 189-219.
Lager, T., (2017c): A conceptual framework for platform-based design of non-assembled products. Technovation, 68, pp. 20-34.
Lager, T., (2017d): A Reassessment of the QFD Product Development Methodology from the Perspective of Knowledge Creation and Utilization. International Journal of Knowledge Management Studies, 8(3/4).
Lager, T., (2019): Contemporary Quality Function Deployment for Product and Process Innovation, London, World Scientific.
Lager, T. and Bruch, J., (2021): Innovation and production management in the process industries – in search of a conjoint approach. Technovation, 105, pp. 1-4.
Lager, T. and Hörte, S.-Å., (2005a): Success factors for the development of process technology in process industry Part 1: a classification system for success factors and rating of success factors on a tactical level. Int. J. Process Management and Benchmarking, 1, pp. 82-103.
Lager, T. and Hörte, S.-Å., (2005b): Success factors for the development of process technology in process industry Part 2: a ranking of success factors on an operational level and a dynamic model for company implementation. Int. J. Process Management and Benchmarking, 1, pp. 104-126.
Lager, T. and Kjell, Å., (2007): Multiple Progression QFD: A case study of cooking product functionality at Arla Foods. In: MAZUR, G., ed. 13th International & 19th North American Symposium On QFD, September 7-8 2007 Williamsburg. QFD Institute, pp. 271-295.
Lager, T., Samuelsson, P. and Storm, P., (2017): Modelling company generic production capabilities in the process industries: A configuration approach. International Journal of Operations & Production Management, 37, pp. 126-161.
Lager, T. and Simms, D. C., (2020): In search of a product innovation work process for non-assembled products. Int. J. Technological Learning, Innovation and Development, 12, pp. 224-250.
Lee-Hansen, Z. and Ahmed-Kristensen, S., (2011): Global product development: The impact on the productdevelopment process and how compnies deal with it. Internatiional Journal of Product Development, 15, pp. 205-226.
Liedtka, J. and Ogilvie, T., (2012): Helping Business Managers Discover Their Appetite for Design Thinking. The Design Management Institiute.
Martins, A. and Aspinwall, E. M., (2001): Quality Function Deployment:an empirical study in the UK. Total Quality Management, 12, pp. 575-588.
Matzler, K. and Hinterhuber, H. H., (1998): How to make product development projects more successful by integrating Kano’s model of customer satisfaction into quality function deployment. Technovation, 18, pp. 25-38.
Meinel, M., Eismann, T. T., Baccarella, C. V., Fixson, S., K and Voigt, K.I., (2020): Does applying design thinking result in better new product conceps than a traditional innovation approach? An experimental comparison study. European Management Journal, 38, pp. 661-671.
Melan, E. H., (1992): Process Management – Methods for improving products and service, New York, McGraw-Hill, Inc.
Meyer, M. H. and Lehnerd, A. P., (1997): The power of Product Platforms: Building value and Cost Leadership, New York, The Free Press.
Micheli, P., Wilner, S., J.S, Bhatti, S. H., Mura, M., and Beverland, M., B. (2019): Doing Design Thinking: Conceptual Review, Synthesis, and Research Agenda, Journal of Product Innovation Management, 36(2), pp. 124-148.
Mingers, J. and Brocklesby, J., (1997): Multimethodology: Towards a Framework for Mixing Methodologies. Omega, International Journal Management Science, 25, pp. 489-509.
Mizuno, S. and Akao, Y., (eds.) (1994): QFD: The Customer-Driven Approach to Quality Planning and Deployment, Tokyo: Asian Productivity Organization.
Monden, Y., (2000): Japanese Cost Management, London, Imperial College Press.
Mongeon, D. L., (1996: RE: Bethlehem Steel Eperience.
Moore, D. S., (1991): Statistics – concepts and controversies, New York, W.H. Freeman and Company.
Moura E SÁ, P., (2016): Design Thinking and QFD: two faces of the same coin. 2nd ICQEM Conference, 2016 Guimaraes, Portugal.
Moura E SÁ, P., (2018) For best results. Quality Progress.com..
Nace, (2006): Statistical classification of economic activities in the European Community Rev 2. Luxembourg: Office for Official Publications of the European Communities.
Nakata, C., (2020): Design thinking for innovation: Condisering distinction, fit. and use in firms. Business Horizions, 63, pp. 763-772.
Nakata, C. and Hwang, J., (2020): Design Thinking for Innovation: Composition, Consequence,and Contingency. Journal of Business Research, 118, pp. 117-128.
Nijssen, E. J. and Lieshout, K. F. M., (1995): Awareness, use and effectiveness of models and methods for new product development. European Journal of Marketing, 29, pp. 27-44.
Olsen, B. E., Haugland, S. A., Karlsen, E. and Husöy, G. J., (2005): Governance of complex procurements in the oil and gas industry. Journal of Purchasing & Supply Management, 11, pp. 1-13.
Owen, C., (1997): Structured Planning in Design: Information-Age Tools for Product Development. Japanese Society for the Science of Design. Tsukuba, Japan.
Persson, U., (1997): A conceptual and emperical examination of the management concept supply chain management. Licenciate, Luleå University of Technology.
Pisano, G. P., (1996): Learning before doing in the development of new process technology. Research Policy, 25, pp. 1097-1119.
Pisano, G. P., (1997): The development factory: Unlocking the potential of process innovation, Boston, Mass., Harvard Business School.
Pugh, S., (1981): Concept Selection – A method that works. International Conference on Engineering Design. Rome.
Puglieri, F. N., Ometto, A. R., Salvador, R., Barros, M. V., Piekarski, C. M., Rodrigues, I. M. and Diegoli Netto, O., (2020): An Environmental and Operational Analysis of Quality Function Deployment-Based Methods. Sustainability, 12, pp. 34-86.
Redante, R. C., De Medeiros, J. F., Vidor, G., Cruz, C. M. L. and Ribeiro, J. L. D., (2019): Creative approaches and green product development: Using design thinking to promote stakeholders’ engagement. Sustainable Production and Consumption, 19, pp. 247-256.
Reichstein, T. and Salter, A., (2006): Investigating the sources of process innovation among UK manufacturing. Industrial and Corporate Change, 15, pp. 653-682.
Reid, S. E. and De Brentani, U., (2004): The Fuzzy Front End of New Product Development for Discontinuous Innovations: A Theoretical Model. Journal of Product Innovation Management, 21, pp. 170-184.
Rihar, L. & Kusar, J., (2021): Implementing Concurrent Engineering and QFD Method to Achieve Realization of Sustainable Project. Sustainablility, 13, pp. 1-28.
Robertson, P., Smith, K. & Von Tunzelman, N., (2009): Innovation in low- and medium-technology industries. Research Policy, 38, pp. 441-446.
Roth, K., Globocnik, D., Rau, C. and Neyer, A.-K., (2020): Living up to expectations: The effect of design thinking on project success. Creativity and Innovation Management, 29, pp.667-684.
Samuelsson, P. and Lager, T., (2019): Managing product variety under operational constraints: A process-industrial outlook. Journal of Business Chemistry, 2, pp. 134-147.
Samuelsson, P., Storm, P. and Lager, T., (2016): Profiling company-generic production capabilities in the process industries and strategic implications. Journal of Manufacturing Technology Management, 27, pp. 662-691.
Scheurell, D. M., (1992): Taking QFD through to the production planning matrix: Putting the customer on the line. Transactions from the Fourth Symposium on Quality Function Deployment. Novi: QFD Institute.
Scheurell, D. M., (1993): Concurrent engineering and the entire QFD process: One year after start-up of a new mill. Transactions from the Fifth Symposium on Quality Function Deployment. Novi: QFD Institute.
Scheurell, D. M., (1994): Beyond the QFD House of Quality: Using the Downstream Matrices. World Class Design in Manufacture, 1, pp. 13-20.
Seidel, V. P., (2007): Concept Shifting and the Radical Product Development Process. J Prod Innov Manag, 24, pp. 522-533.
Silayoi, P. and Speece, M., (2007): The importance of packaging attributes: a conjoint analysis approach. European Journal of Marketing, 41, pp. 1495-1517.
Smith, P. G. and Reinertsen, D. G., (1991): Developing products in Half the Time, New York, Van Nostrand Reinhold.
Sobel, L. and Groeger, L., (2013): The future of design thinking in Australia, Barriers and Opportunities. Design Mamanagement Review, 26, pp.26-31.
Stitt, J. and York, C., (1993): Just do it. Transactions from the Fifth Symposium on Quality Function Deployment. Novi: QFD Institute.
Storm, P., Lager, T. and Samuelsson, P., (2013): Managing the manufacturing-R&D interface in the process industries. R&D Management, 43, pp. 252-270.
Suh, N. P.,(2001): Axiomatic design: Advances and applications, New York, Oxford University Press.
Tan, K. C. and Shen, X. X., (2000): Integrating Kano’s model in the planning matrix of quality function deployment. Total Quality Management, 11, pp.1141-1151.
Teece, D. J., (2009): Dynamic Capabilities & Strategic Management Oxford University Press.
Teece, D. J. and Linden, G., (2017): Buiness models, value capture, and the digital enterprise. Journal of Organization Design, 6.
Terninko, J., (1997): Step-by-Step QFD – Custmer-Driven Product Design, Boca Raton, Florida, St. Lucie Press.
Torraco, R. J., (2005): Writing integrative literature reviews: Guidlines and examples. Human Resource Development Reviews, 4, pp. 356-367.
Tottie, M. and Lager, T., (1995): QFD-Linking the Customer to the Product Development Process as a Part of the TQM Concept. R&D Management, 25 (July), pp. 257-267.
Tottie, M., Lager, T. and Nordqvist, S., (2016): From customer understanding to product understanding: Collaboration with industrial lead users in a B2B context. Journal of Business Chemistry, 13.
Trott, P. and Hartman, D., (2009): Why “open innovation” is old wine in new bottles. International Journal of Innovation Management, 13, pp. 715-736.
Uebernickel, F., Jiang, L., Brenner, W., Naef, T., Pukall, B. and Schindlholzer, B., (2020): Design Thinking Handbook, Singapore, World Scientific Publishing Company.
Unger, D. and Eppinger, S., (2009): Comparing product development processes and managing risk. Internatiional Journal of Product Development, 8, pp. 382-402.
Verworn, B., Herstatt, C. and Nagahira, A., (2008): The fuzzy front end of Japanese new product development projects: impact on success and differences between incremental and radical projects. R&D Management, 38, pp. 1-19.
Viaene, J. and Januszewska, R., (1999): Quality function deployment in the chocolate industry. Food Quality and Preference, 10, pp. 377-385.
Warren, M. P., Forrester, P.L.,Hassard, J. S., and Cotton, J. W. (2000)e: Technological Innovation antecedents in the UK ceramics industry. International Journal of Production Economics, 65, 85-98.
Weick, K. E., (1989): Theory Construction as Disciplined Imagination. Academy of Management Review, 14, pp. 516-531.
Witell, L., Löfgren, M. and Dahlgaard, J. J., (2013): Theory of attractive quality and the Kano methodology – the past, the present, and the future. Total Quality Management, 24, pp. 1241-1252.
Yeh, T.M., Pai, F.P. and Yang, C.C., (2010): Performance improvement in new product development with effective tools and techniques adoption for high-tech industreies. Qual Quant, 44, pp. 131-152.
Zahra, S. A. and Newey, L. R., (2009): Maximizing the impact of organizational science:theory-building at the intersection of disciplines and/or fields. Journal of Management studies, 46, pp. 1059-1075.
Zairi, M. and Youssef, M. A., (1995): Quality Function Deployment A main pillar for succesful total quality management and product development. International Journal of Qualty & Reliability Management, 12, pp. 9-23.
Appendix A
An intentional definition by Lager (Lager, 2017a) has been selected for this study:
The process industries are a part of all manufacturing industries, using raw-materials (ingredients) to manufacture non-assembled products in an indirect transformational production process often dependent on time. The material flow in production plants is often of a divergent v-type, and the unit processes are connected in a more or less continuous flow pattern.
The following industrial sectors have been selected for inclusion in the process industries cluster from all manufacturing industries included in the statistical classification of economic activities in the European community (NACE, 2006) (NACE codes in parenthesis):
Mining & metal industries (05; 06; 07; 24); Mineral & material industries (minerals, cement, glass, ceramics) (08; 23); Steel industries (24.1; 24.2; 24.3); Forest industries (pulp & paper) (17);Food & beverage industries (10; 11); Chemical & petrochemical industries (chemicals, rubber, coatings, ind. gases) (20; 22); Pharmaceutical industries (incl. biotech industries and generic pharmaceuticals) (21); Utilities (electricity & gas, water, sewerage, waste collection & recycling) (35; 36; 37; 38).