Disruption of the role model closed loop mechanical recycling of PET
This paper is based on a presentation by the authors held at an online conference organized by the Association of Chemistry and Economy within the Association of German Chemists and the Institute for Plastics Technology for Small and Medium Enterprises Lüdenscheid, Germany on March 25th, 2021.
1 Introduction
When we first started recycling plastic some 50 years ago, it was no more than a niche. We believed in saving resources and invested in the development of processes that would allow us to offer secondary raw materials gained from waste streams. Ever since then there has been much change both in regulations and public perception.
The introduction of extended producer responsibility schemes in the 1990’s has favourably impacted recycling. The introduction of deposit return system for single use beverage containers in Germany achieved another step jump in collection and recycling rates. As of 2003, Germany created a separate collection of valuable materials such as polyethylene terephthalate (PET), aluminium, steel and glass from a range of single use beverage containers. The system matured and evolved and is now the provider of the largest amount of closed loop material for new food-grade bottle production.
As sustainability became more important in the 2010’s, brands became more aware of the necessity of designing their beverage containers in a way that was more conducive to recycling. The colour and the label were adapted to allow better recycling and produce higher quality material following the design for recycling guidelines. Today, it is possible to produce a new bottle from 100% recycled PET as most bottles in the stream are compliant with such rules.
Recent legislation in Germany builds on the success of the past entrusting the separate collection operations with additional material. As of 2022, a wider range of beverage containers will be covered by this obligation as it is extended to juices and nectars among others. Milk and dairy products will follow in 2024. This presents new challenges to the recycling process such as dealing with multilayer structures in technically optimized bottles for the respective contents. This can possibly disrupt the current high quality of the recycled material.
2 The Problem
At first glance, a clear PET, e.g. orange juice container, seems to be equal to similar bottles containing e.g. mineral water. However, due to the requirements of the product, the otherwise perfect transparent PET bottle is often coated on the inside to allow e.g. longer shelf life. These coatings or co-polymerized oxygen barriers cannot be detected by current sorting technology such as Near Infrared Spectroscopy. Chemically, these are either PE-EVOH-copolymers or xylylene diamine-based adipamides. Aldehyde scavengers like anthranilamide may be present, too. It is currently impossible to identify bottles containing these additives and direct them towards designated quality streams for further processing. Some of these barriers may lead to a change in colour during the recycling process as the heat load necessary for recycling triggers a decomposition of the materials in the layer. The consequence of this effect is that a previously perfect transparent bottle is turned into a dark coloured material unsuitable for high end applications.
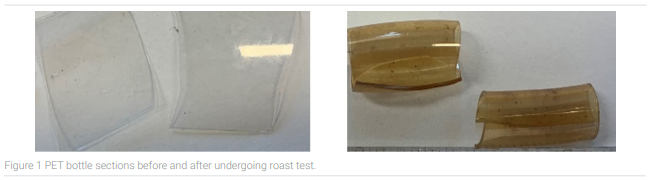
The method of roasting according to DIN EN 15348:2014 annex C is used to detect residual contamination or in this case specifically non-PET polymers such as polyamide (PA), polyvinyl chloride (PVC), polyolefine (PO), etc. which will decompose while undergoing the specific heat treatment. During one hour at 220°C, the material turns dark depending on the type and amount of the disruptive substance. This test can both identify whole flakes out of contaminating alien polymers and coatings or layers of these substances on otherwise valuable PET. The procedure reflects the stress the material undergoes in the PET recycling process. The evaluation of the sample is an optical analysis of the resulting material. Dark coloured flakes are perceived as being contaminated or consisting of undesired polymers. Samples that are still translucid but of a yellowish or brownish colour can be interpreted as coated PET. Opaque pieces are perceived as completely consisting of non-PET material.
Figure 1 shows samples of coated PET before and after undergoing the testing procedure. The brown colour on the translucid flake is interpreted as being a PA coating on a transparent PET piece.
The decomposition of the polymer under these test conditions usually follows the radical mechanism. The trigger of the radical formation can be a trace of oxygen or other oxidising impurities, which are found in all plastics due to their production process. The oxidative degradation involves disintegration of the molecules into their monomers that differ in colour and may influence the PET in further properties.
The main degradation mechanisms can be divided into the following classes with different subsequent or parallel reactions:
- Reconstitution of monomers by depolymerisation of chain ends.
- Statistic split of the polymer chain followed by depolymerisation from the additional radical chain ends.
- Thermolysis of the PET is leading to acetaldehyde and acidic sites that serve as catalysts for further decomposition until they are decomposed by decarboxylation
In consequence, monomers, oligomers and other degradation products are formed.
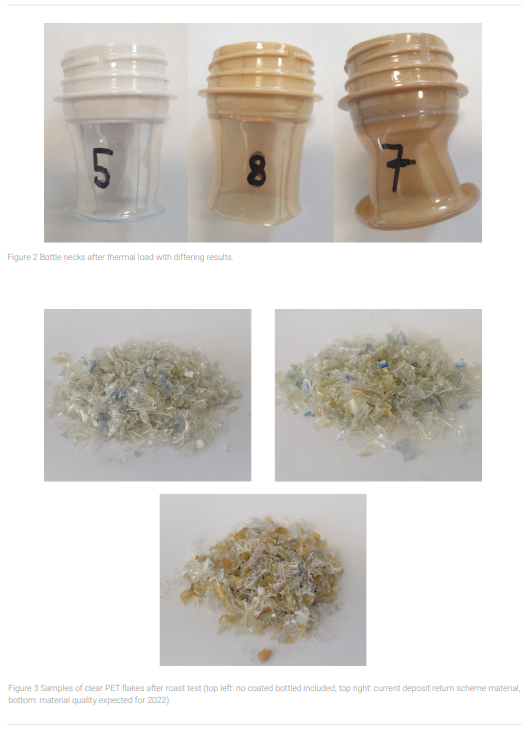
The proportion of PA-based barrier and the type of barrier have a strong influence on the colouration/yellowing of the PET flakes. Some PET bottles from the same manufacturer can achieve different results in the roast test as the coating is possibly applied in different concentrations. This assumption has been confirmed by the preform manufacturers. When preforms are supplied by different manufacturers with differing production approaches or follow no standardization in the recipe for packaging production, one brand or product can achieve contradicting results with otherwise perceived equal samples. Figure 2 shows a comparison of bottlenecks of the same brand. After undergoing the roast test, it is visible that the chosen bottles have three different coatings. One bottle would be suitable for transparent bottle-to-bottle closed loop application (left), as it shows no significant colouration. The other two samples with severe browning reactions are probably coated with degradation sensitive material. The different shading between the two dark bottlenecks indicates either a non-consistent layer thickness or a variety in layer composition.
The current PET recycling process produces a high quality transparent recycled PET suitable for food grade application without noticeable colour limitations. The few yellowish flakes currently encountered in the material stream are counterbalanced with light blue pigments in lightly coloured flakes, shown in figure 3 (top right). The expected amount and type of additional bottles collected through the deposit return scheme in Germany in 2022 will severely affect the quality of the produced recycled PET as shown in figure 3 (bottom). It is possible that established bottle to bottle processes will be disturbed and customer requirements for new beverage packaging cannot be met.
3 The Solution
To prevent the setback in quality for established closed material loops or any other high-end application, there are two possible solutions imaginable. Either a sorting procedure is reliably capable of separating coated bottles producing a separate stream for a less (colour) sensitive market. Or the barriers used in such applications are less degrading under recycling process conditions allowing the PET from the newly introduced bottles to be recycled with the current high quality transparent stream.
The first possible solution of identifying and extracting the undesired barrier coated bottles from the transparent PET stream faces two challenges. Currently, there is no technology available to reliably identify the coated bottles among other transparent PET beverage containers. The Near Infrared technology is not able to detect these thin polymer layers on PET. Alternative sorting technology based on innovative approaches such as markings or artificial intelligence is not yet available and may involve high investments for preform or bottle producers and sorting facilities. The optimum allocation of associated costs is both an economic as a societal challenge. For such an approach to be successful all producers or distributors of beverages offered in these bottles would need to make the information about their chosen coating available to waste management and recycling entities.
The long-term disadvantage of this solution is the loss of material for potentially high-end applications as the coated PET would be separated from the transparent stream and processed separately. This material would probably not be suitable for closed loop applications as the colour and amount of degradation residues exceed the requirements of bottle producers. The material would be used in downcycling applications where a return to the PET recycling cycle is not probable.
The more appropriate way forward would be to avoid applying such coatings or co-polymers accepting different product lifetimes while developing barriers that are compatible with closed loop recycling technologies. This is a challenge for all beverage industries, especially for the packaging industries that produce the bottles entering the deposit return scheme.
Looking back, this is a similar challenge like the one the appliance industries faced 30-40 years ago when the CFC refrigerants were found to be destroying the world‘s ozone-layer and had been forbidden. This industry transition of the 1990s has been analysed and could serve as a role model (Albach et al, 1998). When we look at the plastics recycling business today, we see the expectation and responsibility it is entrusted with. What was once a niche became a topic that is debated in parliaments and featured in every media becoming a good example of Amara’s law which states that “we tend to overestimate the effect of a technology in the short run and underestimate the effect in the long run”. The positive effects of plastic applications are often overshadowed by discussions about littering and marine pollution. We, the whole plastic value chain, need to work together and find solutions for the challenges the world faces in regard to sustainable resource management. We need to accelerate the co-evolution of the design of polymeric materials, in particular for food packaging, the technologies to keep them in closed loop, and the relevant legal framework.
The effects of every new development affecting the material, product, or design should be assessed along the complete product life cycle. The exchange of knowledge and cooperation is a necessity to achieve true circularity. Every link of the value chain needs to be invested in building its part of the foundation for a sustainable plastics industry working for the future.
References
Albach, H.; Krupa, E. and Koster, D. (1998): Entry, entry-deterrence and exit. A study of the market for CFCs, Kyklos vol. 51, pp. 469-488.